为什么需要烘干耗材?
当耗材暴露在空气中受潮后,打印时可能会出现拉丝、易断等问题。
为了解决耗材受潮带来的打印质量问题,需要对耗材进行干燥。为了使用户更方便地干燥耗材,我们利用打印以下两个功能来创造一个干燥耗材的环境:
热床的加热功能;
打印机的封闭空间
注:P1P / A1 / A1 mini 由于是开放式打印机,因此无法干燥耗材。
准备工具需要用耗材包装纸盒或自行打印的 PC 盒来盖住耗材,从而获得更好的干燥效果。
耗材包装盒和 PC 盒其中任选一个即可。
耗材包装盒:
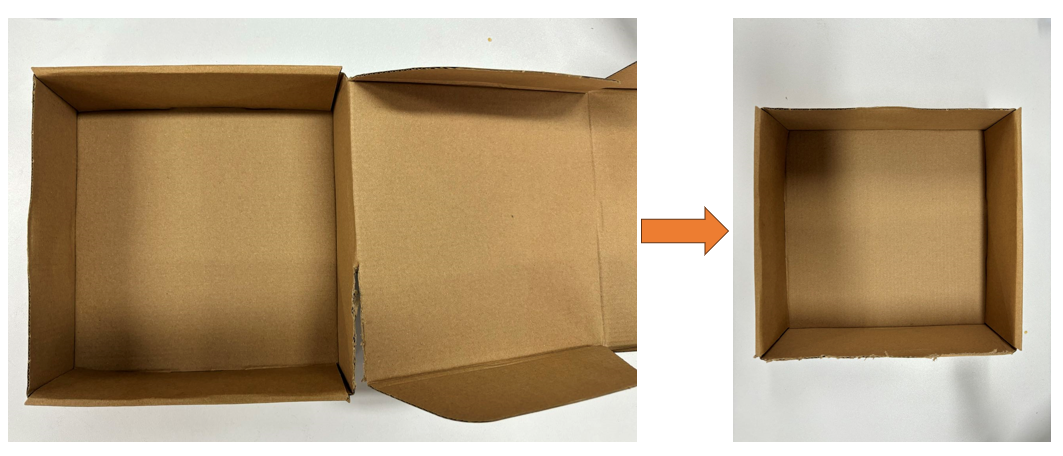
纸质包装盒需提前撕开盒子的一个面,可参考下图来裁剪包装盒:
PC 盒子:
PC 盒子模型的下载链接: Bambu Filament Drying Cover
注意事项使用时请认真遵守这些说明和注意事项,否则,Bambu Lab 将不承担上述风险的任何责任。
耗材干燥的过程中可能有以下风险,请在烘干前提前检查:
一些第三方的料盘不够耐温,所以在干燥过程中料盘有可能变形。
如果在干燥过程中热床不在腔体的下半部,同时热端中还有耗材,则有可能由于高温导致耗材软化从而堵头(卡挤出机)。
步骤 1 烘干前的准备在开始烘干前请先检查热床上方和打印机底部是否存在异物,如果有的话,请在开始前移除,避免与热床/工具头发生碰撞,从而损坏部件。
当确认没有异物后,可开始进行烘干。
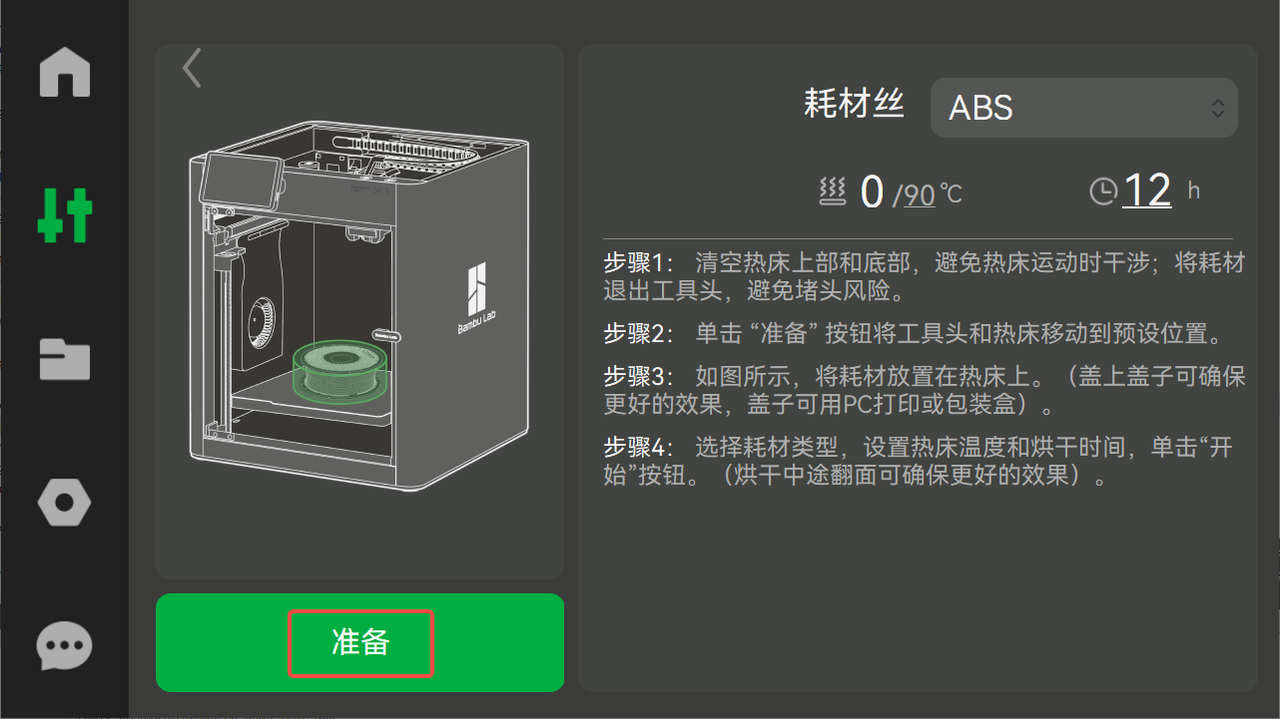
步骤 2 将热床移动至底部 X1C 可使用“烘干耗材”功能参考下图点击"准备"按钮,将工具头和温床移动到预设位置,并等待热床移动至预设位置,然后根据提示点击“确认”。

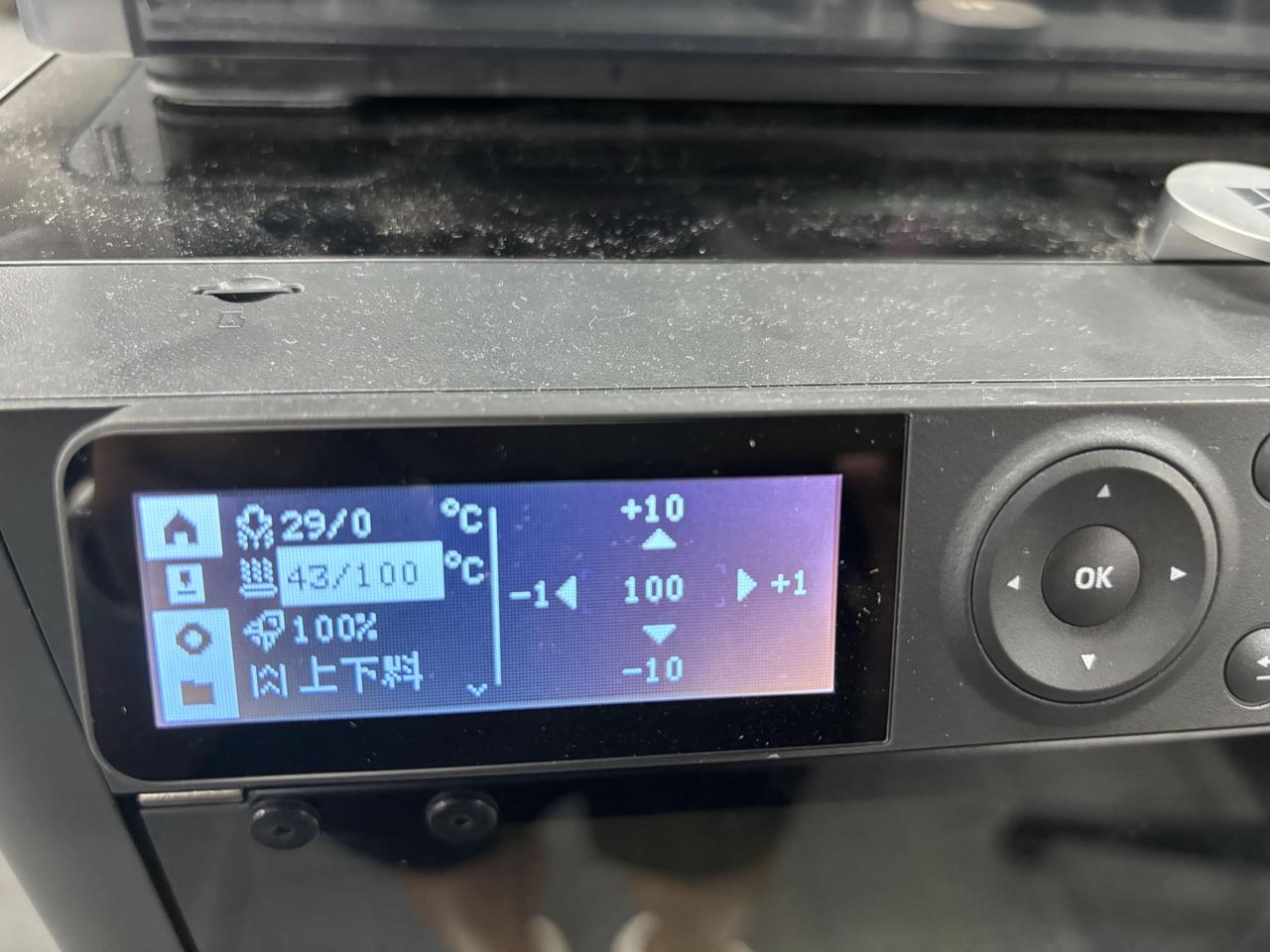
先在屏幕上点击回中,等待热床完成回中:
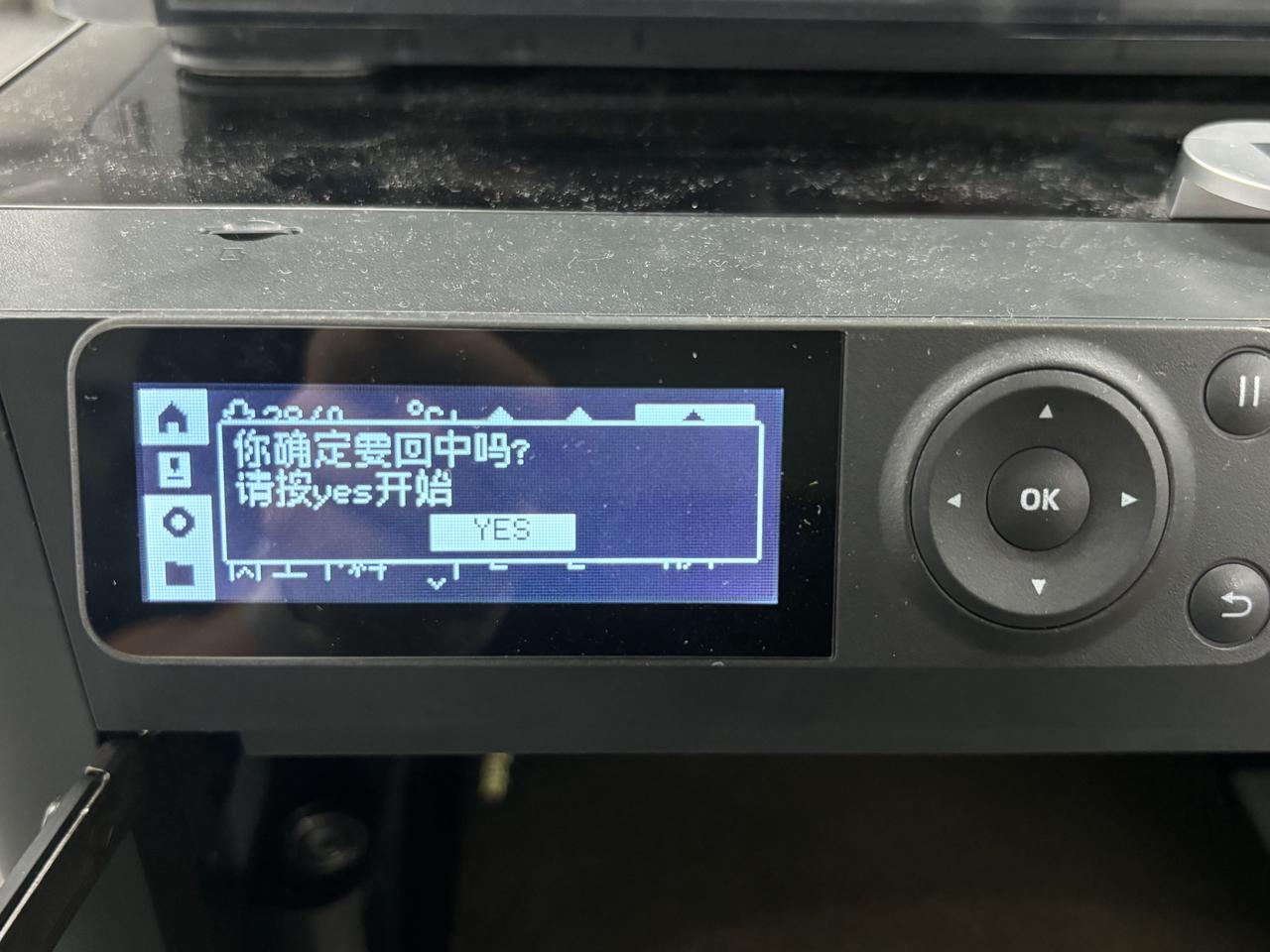
当回中完成后,通过屏幕控制热床,将热床降低至打印机底部

将耗材放置在热床上,然后用纸质包装盒或 PC 盒子盖住耗材,并关好前门和顶盖。
使用 PC 盒子直接将耗材盖住,然后开始烘干:
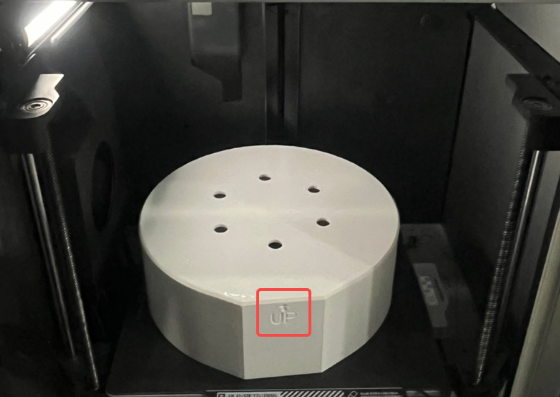
使用纸质包装盒直接将耗材盖住,然后开始烘干:

注意:
需要用耗材包装纸盒或自行打印的 PC 盒来盖住耗材,且全程都要盖紧上盖和关紧前门,以使耗材所处空间的温度达到较高值;
步骤 4 设置热床温度开始烘干关于烘干的时热床的温度可以参考下表:
耗材
热床温度 / ℃
干燥时间 / h
翻面时间
PLA、PLA-CF/GF
65 - 75
12
每 6 小时Support for PLA/PETG
65 - 75
12
PETG、PETG-CF
75 - 85
12
ABS、ASA
90 - 100
12
TPU
80 - 90
12
PC
90 - 100
12
PVA、BVOH
90 - 100
12
Support for PA/PET
90 - 100
12
PA6-CF/GF、PAHT-CF/GF、PET-CF 等
90 - 100
12
使用打印机热床烘干 PPA-CF/GF、PPS、PPS-CF/GF 的效果不及鼓风型烤箱,如果需要使用打印机热床烘干这些耗材,建议将热床温度设置为 110 ℃,烘干时间为 12 h。
但更建议使用鼓风型烤箱来烘干这些耗材,详情请参阅耗材准备——干燥
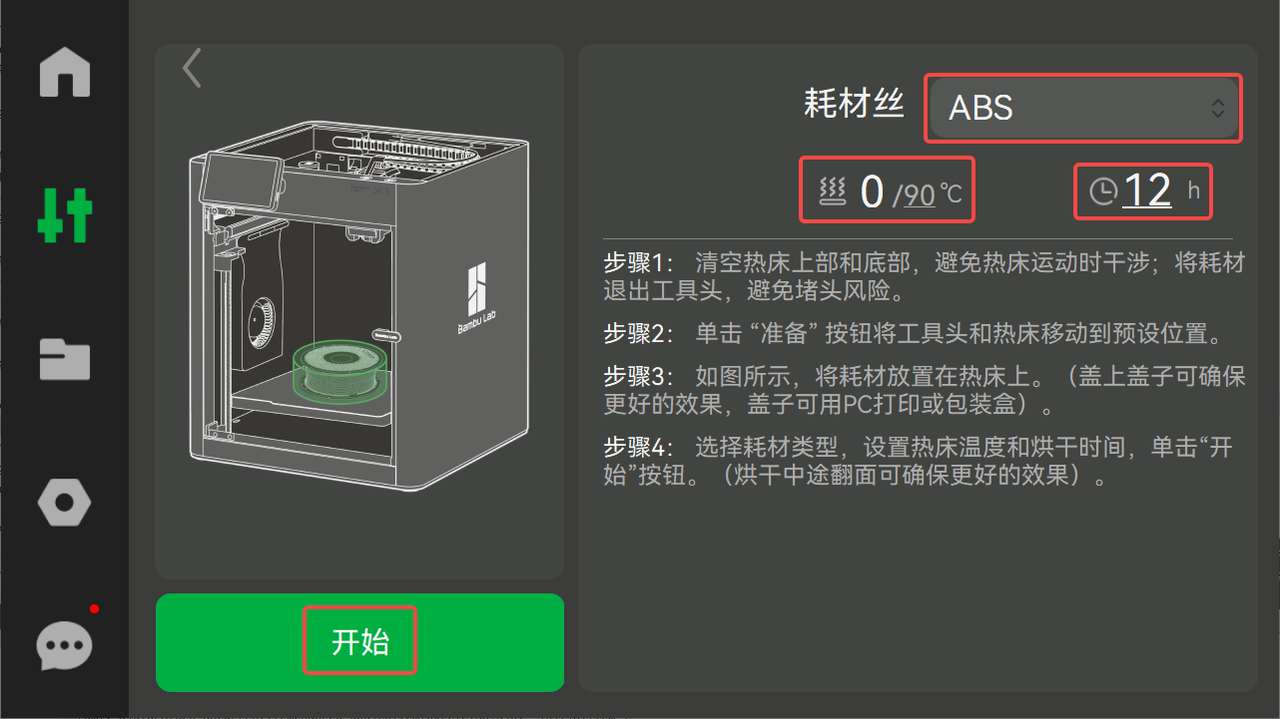
X1C 可使用“烘干耗材”功能可根据所需烘干的耗材类型,来选择合适的烘干的温度。以 ABS 为例,可以参考下图在“耗材丝”中选择 ABS,然后会自动匹配对应烘干温度和时间,然后点击“开始”,将开始烘干。
由于 P1S 没有“烘干耗材”的功能,需手动设置对应的热床温度,并自行记录烘干时间。以 ABS 为例,设置热床温度为 100℃,然后记录开始烘干的时间。
当耗材越贴近热床,温度就越高。因此,建议在干燥过程中建议给耗材翻面,以获得更好的干燥效果,这样,耗材会被更均匀地干燥。
请佩戴手套将耗材翻面!避免烫伤!
步骤 6 烘干结束后取出耗材当达到烘干时间后,请将热床温度设置为 0 ℃,等待耗材不烫手后尽快取出进行后续操作。
烘干结束后,请立即用有效干燥剂和密封盒或 AMS 保护易受潮的耗材,并尽快使用,以免耗材重新受潮。
不同吸水能力的耗材暴露在常规温度、湿度的空气中时,会在 2 到 12 小时内受潮到使打印质量明显下降的程度;若空气湿度较高,该时间会更短。



